1. Wprowadzenie
Czym jest certyfikat spawacza? Zgodnie z poniższym wprowadzeniem do normy EN ISO 9606‑1, która bezpośrednio reguluje kwestie egzaminowania spawaczy (stal):
„Zdolność spawacza do postępowania zgodnie z ustnymi lub pisemnymi instrukcjami oraz weryfikacja umiejętności danej osoby są ważnymi czynnikami zapewniającymi jakość spawanego wyrobu.”
Nawiązują do powyższego, certyfikat spawacza zgodnie z normą EN ISO 9606-1 to oficjalny dokument potwierdzający, że dana osoba potrafi wykonać złącze spawane spełniające określone wymagania jakościowe.
Jakie informacje znajdziemy w certyfikacie? Każdy tego typu dokument szczegółowo określa jak z punktu widzenia istotnych zmiennych wyglądało złącze egzaminacyjne a w szczególności: metodę spawania, rodzaj materiału, pozycję oraz zakres grubości i średnicy spawanych elementów. Zgodnie z kolejnym akapitem wprowadzenia:
„Zasadą niniejszej Normy Międzynarodowej jest, że egzamin kwalifikacyjny kwalifikuje spawacza nie tylko dla warunków zastosowanych podczas egzaminu, lecz również dla wszystkich innych warunków, które zgodnie z niniejszą Normą Międzynarodową uważa się za łatwiejsze do spawania. Zakłada się, że spawacz przeszedł odpowiednie przeszkolenie i/lub ma praktykę przemysłową w zakresie swojej kwalifikacji.”
Dlatego też, na podstawie znormalizowanego złącza próbnego które następnie podlega dokładnej ocenie za pomocą określonych badań nieniszczących oraz badań niszczących, jednostka egzaminacyjna wystawia certyfikat w którym określone jest co i jak spawacz może łączyć zgodnie z przepisami – w zakresie dopuszczonym przez normę EN ISO 9606-1.
Warto tu także zaznaczyć, że procesy spawania według całej serii norm EN ISO 9606 obejmują tylko procesy spawania uznane za ręczne lub częściowo zmechanizowane. Dla procesów w pełni zmechanizowanych i automatycznych należy proces przeprowadzić zgodnie z normą EN ISO 14732.
W niniejszym artykule wyjaśniam, jak prawidłowo interpretować zakres certyfikatu, na jakie ograniczenia zwrócić uwagę i jak praktycznie wykorzystać tę wiedzę podczas produkcji, audytów czy w procesach rekrutacyjnych.
2. Zmienne zasadnicze
Pierwsza część serii normy czyli EN ISO 9606-1, dotycząca egzaminowania kwalifikacyjnego spawaczy – stal, podobnie jak inne normy dotyczące kwalifikowania (np. technologii spawania) bazuje na zmiennych zasadniczych. Dla każdej zmiennej zasadniczej jest zdefiniowany zakres uzyskiwanych kwalifikacji. Jeżeli w trakcie pracy, spawacz będzie wykonywać złącza, które wychodzą poza zakres kwalifikacji – wtedy wymagany jest nowy egzamin. Zmiennymi zasadniczymi są:
- proces spawania,
- rodzaj wyrobu (blacha, rura),
- rodzaj spoiny (czołowa, pachwinowa),
- grupa materiałowa spoiwa,
- rodzaj spoiwa,
- wymiary (grubość, średnica zewnętrzna rury),
- pozycja spawania,
- dodatkowe szczegóły wykonywanej spoiny (podkładka materiałowa, gazowa, topnikowa, wkładka spoiwa, spawanie jednostronne, dwustronne, jednowarstwowe, dwuwarstwowe i inne).
Dodatkowo, zastosowaną podczas egzaminu grupę materiałową i podgrupę materiałową dla materiału podstawowego (według raportu technicznego ISO/TR 15608) należy udokumentować na świadectwie egzaminu kwalifikacyjnego. W obecnym wydaniu normy, podanie powyższych danych jest wyłącznie informacyjne, bo sam zakres kwalifikacji bazuje na materiale dodatkowym.
Każda zmienna zasadnicza powoduje uzyskanie odpowiedniego zakresu kwalifikacji, zdefiniowanego w normie.
3. Zakres kwalifikacji
To co najważniejsze dla każdego spawacza to zakres posiadanych kwalifikacji czyli w praktyce to, jak szerokie uprawnienia zdobył podczas pozytywnego egzaminu. Każdy egzamin, po wykonaniu odpowiednich, wskazanych w w/w normie badań niszczących i nieniszczących, kończy się wydaniem Świadectwa Kwalifikacyjnego Egzaminu Spawacza. Norma jasno określa co powinno się w nim znaleźć, oprócz danych typowo formalnych jak imię, nazwisko, data i miejsce urodzenia, najważniejsze jest podanie wszelkich danych złącza próbnego które było wykonywane podczas egzaminu. Na podstawie tego, jednostka egzaminacyjna, podaje zakres kwalifikacji, który zgodnie z wprowadzeniem do normy, cytowanym wyżej:
„…egzamin kwalifikacyjny kwalifikuje spawacza nie tylko dla warunków zastosowanych podczas egzaminu, lecz również dla wszystkich innych warunków, które zgodnie z niniejszą Normą Międzynarodową uważa się za łatwiejsze do spawania…”
jest szersze i obejmuje większy zakres niż sam egzamin. Osobnym punktem jest także samo oznaczenie kwalifikacji spawacza, który jest dość precyzyjnie regulowane przez zapisy normy.
4. Oznaczenie kwalifikacji spawacza
Zgodnie z normą, oznaczenie powinno składać się z następujących danych, podanych w określonej kolejności. System ten jest tak zbudowany aby można było wykorzystać wspomaganie komputerowe.
- numer normy
- zmienne zasadnicze:
- procesy spawania
- rodzaj wyrobu
- rodzaj spoiny
- grupa materiałowa dla spoiwa lub grupa materiału podstawowego (przy spawaniu bez dodatku spoiwa)
- rodzaj spoiwa
- wymiary złącza egzaminacyjnego
- pozycje spawania
- szczegóły dotyczące spoiny
Należy także zaznaczyć, że rodzaj gazu osłonowego (oraz ewentualnie – podkładki gazowej) nie powinny być zapisywane w oznaczeniu ale należy je wpisać do świadectwa egzaminu kwalifikacyjnego spawacza.
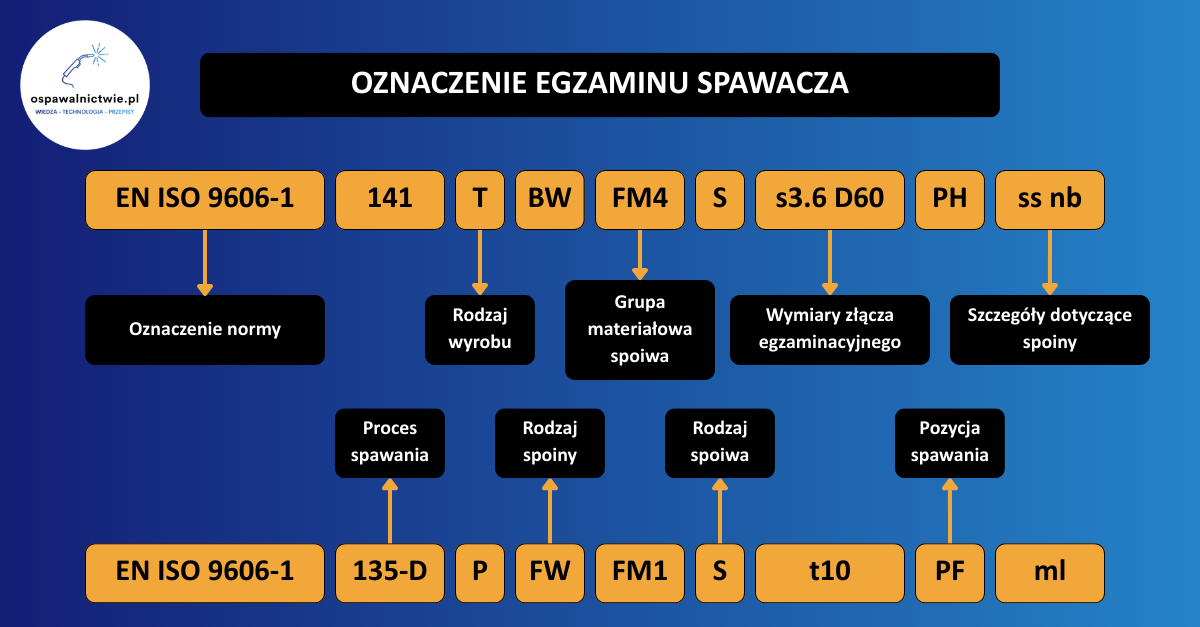
5. Przykłady oznaczeń
Rozpisując dwa przykłady z powyższej grafiki, egzamin został przeprowadzony następująco:
Przykład 1
- EN ISO 9606-1 – norma która dotyczy spawania stali,
- 141 – metoda zgodnie z EN ISO 4063 – spawanie TIG spoiwem litym,
- T – rura (z ang. tube),
- BW – spoina czołowa (z ang. butt weld),
- FM4 – spoiwo do spawania stali odpornych na pełzanie 3,75 ≤ Cr ≤ 12 %,
- S – pręt lity,
- 6 – grubość spoiny,
- D60 – średnica zewnętrzna rury,
- PH – pozycja spawania zgodnie z EN ISO 6947 – rura, spawanie z dołu do góry,
- ss – spawanie jednostronne (z ang. single side),
- nb – spawanie bez podkładki materiałowe (z ang. no backing).
Przykład 2
- EN ISO 9606-1 – norma która dotyczy spawania stali,
- 135-D – metoda zgodnie z EN ISO 4063 – spawanie MAG drutem elektrodowym litym oraz D – łuk krótki (zwarciowy) (z ang. dip transfer) – zgodnie z EN ISO 4063 – tablica A.1 – Metody przenoszenia metalu w łuku,
- P – blacha (z ang. plate),
- FW – spoina pachwinowa (z ang. fillet weld),
- FM1 – spoiwo do spawania stali niestopowych i drobnoziarnistych,
- S – drut elektrodowy lity,
- t10 – grubość materiału złącza egzaminacyjnego (grubość blachy),
- PF – pozycja spawania zgodnie z EN ISO 6947 – blacha, spawanie z dołu do góry,
- ml – spawanie wielowarstwowe (z ang. multi-layer).
6. Podsumowanie
Mam nadzieję, że po przeczytaniu powyższego artykułu, kluczowe założenia normy dotyczącej kwalifikowania spawaczy – EN ISO 9606-1 są dla Ciebie jasne oraz zrozumiałe. Być może masz jakieś wątpliwości? Masz pytania dotyczące konkretnego certyfikatu? Może nie jesteś pewien, czy zakres uprawnień spawacza wystarczy do realizacji Twojego projektu?
Napisz komentarz, wiadomość lub zadzwoń do mnie – pomogę Ci zinterpretować dokument i uniknąć błędów.
Powyższy artykuł powstał w ramach współpracy z projektem:
![]()
Podobają Ci się moje treści o spawalnictwie? 🙂
Kliknij poniżej!
