3. Zakres normy
Dodano proces 142 – spawanie TIG bez dodatku stopiwa.
Został usunięty zapis który zezwalał aby zasady omawianej normy mogły być stosowane do innych procesów spawania. Powoduje to, że katalog procesów jest zamknięty.
Pojawił się identyczny zapis jak w normie EN ISO 15614-1, a dokładnie chodzi o:
„This document applies to production welding, repair welding and build-up welding”
Niniejszy dokument ma zastosowanie do spawania produkcyjnego, naprawczego oraz build-up welding.
Właśnie to słowo może wydawać się niezrozumiałe – już tłumaczę dlaczego. Pewnie łatwo byłoby to przetłumaczyć szybko na nasze polskie napawanie. Według mnie, tutaj samo jedno słowo nie wystarczy. Według normy PN-EN 1792 z 2010 roku (została już wycofana ale zawiera to słowo przetłumaczone):
building-up – nakładanie, natapianie
To co my rozumiemy w praktyce przez napawanie, w języku angielskim ma co najmniej kilka odpowiedników, w zależności od zastosowania i tam wygląda to jasno i klarownie. Przykład normy EN ISO 15614-7 który dotyczy overlay welding. W normie tej zawarte są takie definicje jak: overlay welding, cladding, buttering, build-up oraz w raporcie technicznym CEN-TR 14599: surfacing, buffering, hardfacing.
overlay welding – surfacing by means of welding
surfacing – deposition of material on a surface to obtain desired properties and/or dimensions
building-up – overlay welding to obtain or restore required dimensions
według wycofanej PN-EN 1792:2010:
surfacing to po prostu napawanie, czyli nakładanie materiału na powierzchnie w celu uzyskania pożądanych właściwości i/lub wymiarów.
więc definicja overlay welding brzmiałaby napawanie przez spawanie. A jak najlepiej przetłumaczyć overlay welding? Po prostu napawanie? Napawanie nakładcze? Patrząc na treść normy i sposób wykonywania próbek oraz to co jest następnie produkowane dzięki WPQR i WPS przeprowadzonych zgodnie z EN ISO 15614-7, wiemy że chodzi o napawanie dużych powierzchni albo w celu ochrony antykorozyjnej (corrosion resistant overlay welding) albo w celu utwardzenia powierzchni (hardfacing).
Norma EN ISO 15614-7 jasno odsyła nas, że w przypadku napawania building-up kwalifikowanie technologii należy przeprowadzić zgodnie z EN ISO 15613 lub EN ISO 15614-1 (tam ten zapis, który właśnie rozpatruję, pojawił się już wcześniej). Teraz gdy będzie aktualizowana to pewnie pojawi się także odesłanie do EN ISO 15614-2.
Czyli podsumowując:
overlay welding (EN ISO 15614-7) – napawanie w celu uzyskania pożądanych właściwości i/lub wymiarów.
building-up welding (EN ISO 15614-2 (oraz 15614-1)) – napawanie w celu uzyskania lub przywrócenia wymaganych wymiarów.
Właśnie te kilka słów ma tu kluczowe znaczenie. Napawanie z EN ISO 15614-7 stosuje się aby osiągnąć cechy materiału napawanego na powierzchni materiału bazowego czyli właśnie np. utworzenie powierzchni trudnościeralnej czy powierzchni odpornej na korozję na materiale który tych własności nie wykazuje, lub wykazuje w stopniu niezadowalającym w kontekście użytkowania.
Napawanie odbudowujące (lub nadbudowujące) z EN ISO 15614-2 (oraz EN ISO 15614-1) gdy chcemy uzyskać lub odtworzyć np. kształt złącza po naprawie, gdy w wyniki niezgodności wycięte zostało na tyle dużo materiału, że aby prawidłowo wykonać złącze naprawcze, najpierw należałoby napawać jedną z krawędzi aby doprowadzić do właściwej geometrii złącza. Pojawia się tu jeszcze takie pojęcie jak:
buttering – overlay welding in a joint preparation to provide a suitable transition between the parent material and subsequent welds
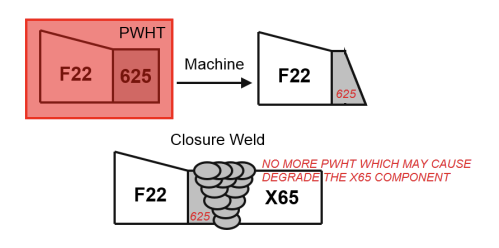
czyli właściwe odmiana napawania building-up ale w innym celu. Buttering to napawanie w celu przygotowania połączenia aby zapewnić odpowiednie przejście między materiałem podstawowym a kolejnymi spoinami z punktu widzenia spawalności i metalurgii – redukcja PWHT, zapobieganie pęknięć lamelarnych czy też pęknięć w wyniku powtórnego nagrzewania. Głównym celem takiego napawania nie są kwestie wymiarowe. Tutaj zazwyczaj stosowany jest całkowicie inny materiał niż materiał podstawowy.
Może żeby rozjaśnić, to poniżej kilka grafik:
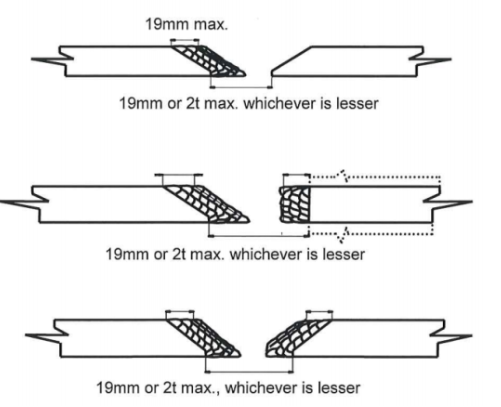
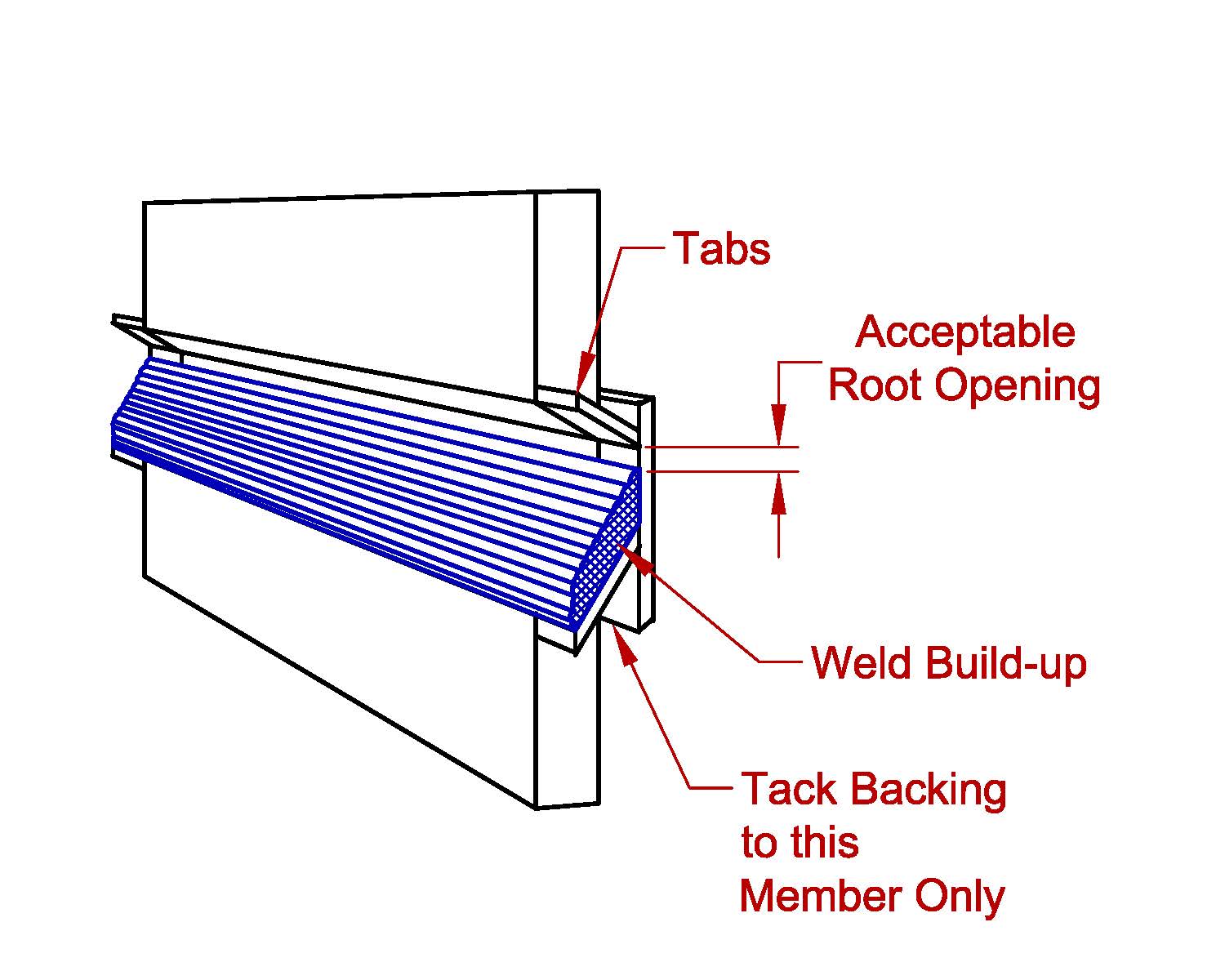
Rys. 1 i 2 Przykłady napawania odbudowującego (nadbudowującego) [5], [6]
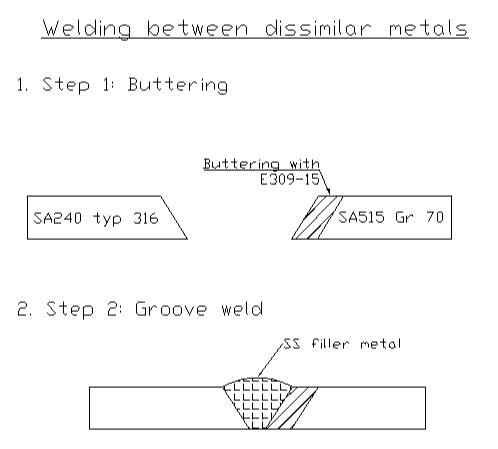
Rys. 3 i 4 Przykłady napawania buttering [5], [7]
A jakby teraz było jeszcze za małe zamieszanie, to mamy jeszcze buffering czyli buforowanie i zgodnie z definicją:
buffering – buttering prior to welding together of higly dissimilar materials
buffering – overlay welding to provide a suitable transition between the parent material and the final overlay
buforowanie to inaczej buffering to odmiana buttering czyli napawania warstwy w celu pospawania razem materiałów o bardzo różnych właściwościach lub w celu wytworzenia warstwy buforowej (pośredniej) między bardzo twardą napoiną np. utwardzającą a bardzo miękkim materiałem podstawowym.
Myślę, że tyle wystarczy ale jak widać, terminy po angielsku są bardziej czytelne niż nasze „napawanie” które nie zawsze może być precyzyjne. Mimo tych zawiłości i nazewnictwa, jestem przekonany że każdy z Was wie o co chodzi, w zależności od użycia. Taki już nasz język.
Podobają Ci się moje treści o spawalnictwie? 🙂
Kliknij poniżej!
