2. Zakres kwalifikacji dla podkładek i wkładek spoiwa
Który z wariantów związanych ze spawaniem na podkładce lub bez podkładki oraz jednostronnie lub dwustronnie zapewnia najszerszy zakres uprawnień dla spawacza? Oczywiście ten, który jest najtrudniejszy, w myśl założenia normy EN ISO 9606-1. We wprowadzeniu znajduje się zapis, że zakres uzyskanych kwalifikacji jest nie tylko taki jak na egzaminie, ale też dla wszystkich innych warunków, które są łatwiejsze. Jakie warianty podkładek mamy wymienione w normie?
- podkładka materiałowa – podkładka, która wykorzystuje materiał dla podtrzymania stopionego stopiwa,
- podkładka gazowa – podkładka, która wykorzystuje gaz przede wszystkim dla zapobiegania utlenieniu,
- podkładka topnikowa – podkładka, która wykorzystuje topnik spawalniczy przede wszystkim dla zapobiegania utlenieniu,
- wkładka spoiwa – spoiwo, które przed spawaniem wprowadzone jest do grani złącza aby w całości wtapiać się w grań.
W przypadku uprawnień spawacza nie ma znaczenia czy podkładka materiałowa jest usuwalna, czy nie, tak jak ma to miejsce w przypadku kwalifikowania technologii spawania. Tutaj, spawacz ma wykazać się umiejętnościami wykonania poprawnego złącza na podkładce i to wszystko. Zgodnie z poniższą tabelą, spawanie próbki egzaminacyjnej jednostronnie bez podkładki, pozwoli uzyskać spawaczowi najszerszy zakres uprawnień, nie dając uprawnień jedynie do spawania z wkładką spoiwa. Dlaczego? Dlatego, że aby móc wykonywać takie połączenie w przemyśle, trzeba wykonać takie połączenie na egzaminie, nie ma innej możliwości na uzyskanie tych uprawnień. Jest to jak najbardziej zrozumiałe, bo złącza te są specyficzne, ale jeszcze ważniejsze jest ich praktyczne zastosowanie – do najbardziej wymagających połączeń spawanych.
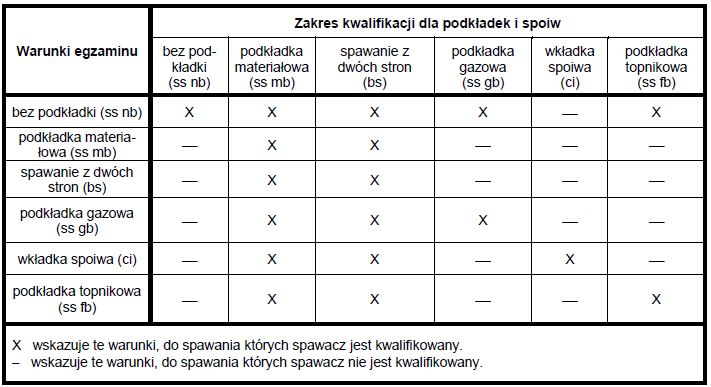
Tablica 11 z normy EN ISO 9606-1 – Zakres kwalifikacji dla podkładek i wkładek spoiwa. [1]
Wkładka spoiwa jest odpowiednio ukształtowanym kawałkiem materiału, który powinien być dobrany taki sam jak spawane materiały podstawowe. Kształty wkładek mogą być różne, tak aby można było dobrać je odpowiednio do wymagań. Tutaj tak trochę odbiegając od tematu i z przymrużeniem oka, ale pewnie część z Was zrozumie, o co chodzi. Pręt zbrojeniowy użyty do wypełnienia zbyt dużego odstępu w progu nie jest wkładką spoiwa.

Rys. 1 Przykładowa wkładka spoiwa firmy ARCOS. [2]
Gdzie można spotkać się z procesem spawania z wkładką spoiwa? Są one używane do wymagających zastosowań, zbiorników ciśnieniowych, do rur i przewodów rurowych lub innych obszarów, gdzie wymagane jest jednolitość i gładkość grani. Wkładka staje się integralną częścią grani i zapewnia pełny przetop oraz prawidłowe połączenie sąsiednich krawędzi rur. Nie spotkałem się ze złączami spawanymi z wkładką spoiwa, jednak szukając konkretnych zastosowań w przemyśle oraz przeglądając fora, jedyne informacje udało mi się znaleźć na forach amerykańskich a także strony producentów. Główne zastosowanie wkładek spoiwa ma miejsce w przemyśle energetycznym, energetyce jądrowej (np. system chłodzenia reaktora jądrowego), przemyśle militarnym czy też w przemyśle stoczniowym np. w okrętach podwodnych. Jak widać, nie są to obszary, z którymi można często spotkać się w naszym kraju (co być może w przyszłości się zmieni za sprawą planów rozwoju energetyki jądrowej).
 Rys. 2 Złącze z wkładką spoiwa, przygotowane do spawania. [3]
Rys. 2 Złącze z wkładką spoiwa, przygotowane do spawania. [3]

Rys. 3 Przykładowe wkładki spoiwa firmy Imperial Weld Ring Corp. [4]
Poniżej przygotowałem jeszcze trzy filmy, które pochodzą z 1979 roku, wyprodukowane przez HOBART SCHOOL OF WELDING TECHNOLOGY. Pierwszy wprowadza do podstaw wkładek spoiwa, wyróznia różne typy i ukazuje je na przykładach. Drugi to poradnik jak przygotować rurę do spawania z wkładką oraz jak ją sczepiać. Trzeci obrazuje spawanie TIG złącza z wkładką materiałową. Zachęcam do oglądania, materiały są już wiekowe ale warto je obejrzeć. Możesz też poogladać inne filmy z tego kanału, gdzie znajdziesz informacje sprzed blisko pięćdziesięciu lat! Można poczuć klimat tamtych czasów oglądając te filmy.
3. Zakres kwalifikacji dla techniki warstwowej układania spoin pachwinowych
Spawając złącze pachwinowe, można wykonać je albo jako jednowarstwowe, albo jako wielowarstwowe. Zgodnie z poniższą tablicą, spawanie jednowarstwowe kwalifikuje spawacza jedynie do spawania jednowarstwowego, natomiast spawanie wielowarstwowe kwalifikuje zarówno do spawania wielowarstwowego, jak i do spawania jednowarstwowego.
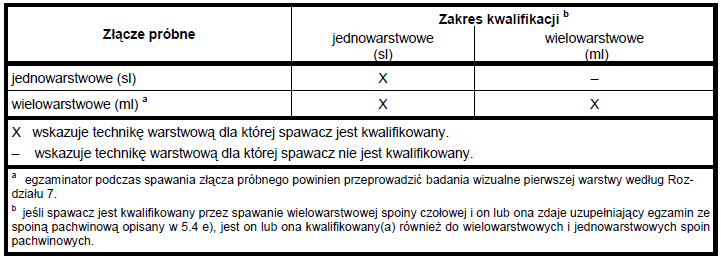 Tablica 12 z normy EN ISO 9606-1 – Zakres kwalifikacji dla techniki warstwowej układania spoin pachwinowych. [1]
Tablica 12 z normy EN ISO 9606-1 – Zakres kwalifikacji dla techniki warstwowej układania spoin pachwinowych. [1]
Co warto zauważyć – dla spoin czołowych nie ma rozróżnienia na ilość warstw tak, jak powyżej. Tam bazujemy po prostu na grubości stopiwa złącza próbnego i nie ma znaczenia ilość warstw (ściegów).
4. Spawanie w lewo i spawanie w prawo
Oznaczenie takie jak spawanie w lewo i spawanie w prawo ma zastosowanie tylko do jednego procesu a jest on oznaczony, zgodnie z EN ISO 4063:
311 – spawanie acetylenowo – tlenowe.
Potocznie określane po prostu jako spawanie gazowe, jednak tu mam kilka słów dla wyjaśnienia, dlaczego oficjalnie nie możemy wykorzystywać tej nazwy. Gdy spojrzymy dokładnie do normy, która określa nazwę i numery procesów, czyli EN ISO 4063, spawanie gazowe to grupa 3, spawanie gazowo – tlenowe to podgrupa 31 a w niej dopiero wyróżnia się dokładnie poszczególne procesy, gdzie poza ww. 311 są jeszcze: 312 – spawanie propanowo – tlenowe oraz 313 – spawanie wodorowo – tlenowe.
Zmienne zasadnicze związane z procesem 311, są oznaczone poprzez skróty:
- lw – spawanie w lewo (leftward welding),
- rw – spawanie w prawo (rightward backing).
Czym różni się jeden wariant od drugiego? Spawanie w prawo to technika spawania, która polega na, prowadzeniu palnika „ciągnąc” go i podając drut za palnikiem. Spawanie w lewo z kolei polega na, prowadzeniu palnika „pchając” go i dodając spoiwo przed palnikiem. W wyniku odwrotnych kierunków prowadzenia palnika, pomiędzy jedną na drugą techniką powstaje zasadnicza różnica w miejscu w które, kierowany jest płomień. Spawając w prawo, płomień kieruje się na tworzącą się spoinę, a spawając w lewo, płomień jest skierowany na rowek spawalniczy, czyli metal przed jeziorkiem spawalniczym. Powyższe właściwości procesów mają wpływ na przydatność wariantu w zależności od grubości łączonych elementów. Technika spawania w lewo – znajduje praktyczne zastosowanie do spawania blach cienkich (do ok. 4 mm), natomiast technika spawania w prawo jest przewidziana do łączenia blach grubych (od 4 mm do ok. 8 mm).
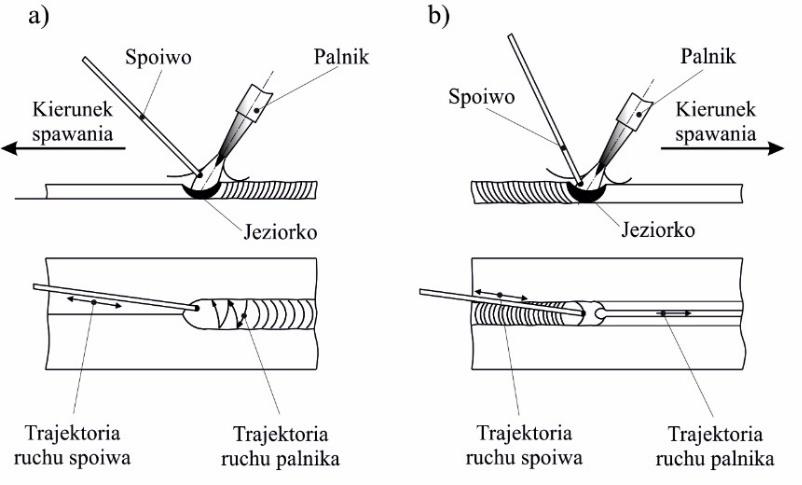
Rys. 4 Metody spawania gazowego: a – w lewo, b – w prawo. [5]
Jak norma EN ISO 9606-1 definiuje zakres kwalifikacji w zależności od wybranej techniki? Sprawa jest prosta:
Jeśli spawanie odbywa się procesem 311, zmiana ze spawania w prawo na spawanie w lewo i odwrotnie, wymaga nowego egzaminu.
5. Podsumowanie
Dodatkowe zmienne zasadnicze, które opisałem wyżej, nie są specjalnie skomplikowane do rozszyfrowania. Ich zakresy są jasno rozpisane w dwóch tabelach normy EN ISO 9606-1. Mam nadzieję, że w ostatnim artykule z serii, poza oczywiście informacjami dotyczącymi certyfikacji spawacza, zapamiętasz kilka przytoczonych przeze mnie tematów. Zapraszam do przeczytania pozostałych artykułów z serii, a już niedługo następne tematy dla Was.
Jeżeli masz pytania, nie tylko o ww. zmienne, ale też o wszystko, co związane z certyfikacją spawaczy, skontaktuj się ze mną.
Jeżeli do powyższych informacji masz jakieś pytania lub coś budzi Twoje wątpliwości, napisz wiadomość lub zapytaj w komentarzu.
Powyższy artykuł powstał w ramach współpracy z projektem:
![]()
Podobają Ci się moje treści o spawalnictwie? 🙂
Kliknij poniżej!
