2. Złącze jedno i wieloprocesowe ze spoinami czołowymi
Co do zasady, zwykle jeden egzamin kwalifikuje tylko jeden proces spawania, a zmiana procesu wymaga nowego egzaminu. Oczywiście jak już wcześniej wspomniałem, norma EN ISO 9606-1 ma bardzo dużo wyjątków i w tym przypadku tymi wyjątkami są:
- zmiana drutu elektrodowego litego (135) na drut elektrodowy z rdzeniem metalowym (138) lub odwrotnie,
- zmiana drutu elektrodowego litego (121) na elektrodę proszkową (125) lub odwrotnie,
- spawanie procesami 141, 142 lub 145 kwalifikuje 141, 142, 143 i 145, ale proces 142 kwalifikuje tylko proces 142,
- spawanie łukiem zwarciowym (dla procesów 131, 135 i 138) kwalifikuje spawaniem innymi metodami przenoszenia metalu, ale nie odwrotnie.
Poza powyższymi wyjątkami norma jasno dopuszcza nam coś takiego jak złącze jednoprocesowe i wieloprocesowe ze spoinami czołowymi. Na czym to polega? Poniżej rysunek spawanego złącza:
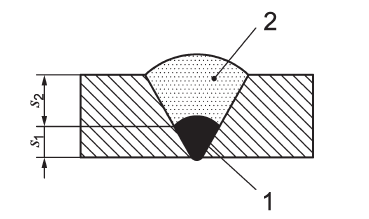
Rys. 1 Rysunek złącza spawanego dwoma procesami. [1] 1 – proces spawania 1 (ss nb) , 2 – proces spawania 2 (ss mb).
Zgodnie z Tablicą 1 z normy EN ISO 9606-1, zakres uzyskanych kwalifikacji będzie następujący:
Złącze jednoprocesowe:
- Dla procesu spawania 1: s = s1
- Dla procesu spawania 2: s = s2
Złącze wieloprocesowe:
- Dla obu procesów: s = s1 + s2
Aby rozjaśnić sytuację, poniżej dwa przykłady takiego złącza oraz zakres uzyskanych kwalifikacji. Dla obu przykładów przyjmijmy, że procesem spawania 1 jest proces 141, a procesem spawania 2 jest proces 135.
Przykład 1:
s1 = 2 mm
s2 = 5 mm
Zgodnie z tablicą 6, zakres kwalifikacji dla grubości spoiny przedstawia się następująco:
Złącze jednoprocesowe:
- Dla procesu spawania 1: s1 od 2 mm do 4 mm.
- Dla procesu spawania 2: s2 od 3 mm do 10 mm.
Złącze wieloprocesowe:
- Dla obu procesów: s będzie sumą grubości dla każdego pojedynczego procesu.
Co to oznacza w praktyce? Jeżeli spawacz wykona na egzaminie jedną próbkę dwoma metodami, o grubościach jak powyżej, uzyskuje uprawnienia na dwie metody spawania jednoprocesowego w zakresie grubości spoiny:
- od 2 mm do 4 mm dla metody 141,
- od 3 mm do 10 mm dla metody 135.
Pozostały zakres uprawnień (pozycja, materiał dodatkowy itd.) zostanie nadany zgodnie z zakresem kwalifikacji dla danej metody oraz odpowiednich części normy EN ISO 9606‑1. Należy tu mieć także na uwadze, że proces spawania 1 odbywa się bez podkładki, a proces spawania 2 jest traktowany jako spawanie na podkładce materiałowej.
Równolegle, spawacz dzięki takiemu egzaminowi, może także wykonywać połączenia wieloprocesowe, przy wykorzystaniu metod 141 oraz 135 w zakresie grubości spoiny od sumy minimalnej do maksymalnej, oczywiście z zachowaniem grubości spoiny dla każdego pojedynczego procesu, w zakresie grubości spoiny:
- od 5 mm do 14 mm.
Przykład 2:
s1 = 3 mm
s2 = 12 mm
Zgodnie z tablicą 6, zakres kwalifikacji dla grubości spoiny przedstawia się następująco:
Złącze jednoprocesowe:
- Dla procesu spawania 1: s1 od 3 do 6 mm.
- Dla procesu spawania 2: s2 od 3 mm wzwyż.
Złącze wieloprocesowe:
- Dla obu procesów: s będzie sumą grubości dla każdego pojedynczego procesu.
Tutaj więc zakres uprawnień byłby następujący, grubość spoiny:
- od 3 mm do 6 mm dla metody 141,
- od 3 mm wzwyż dla metody 135.
- od 6 mm wzwyż dla złącza wieloprocesowego, oczywiście z zachowaniem zakresu grubości spoiny dla pojedynczych procesów.
Na co tutaj należy uważać, aby błędnie nie zinterpretować zakresu uprawnień? Musimy jasno rozgraniczyć sposób wykonywanego złącza. Nie możemy połączyć w całość zakresów grubości, które wynikają osobno dla każdego procesu oraz należy pamiętać o ograniczeniach wynikających ze spawania bez podkładki materiałowej, oraz z podkładką materiałową (nb, mb).
Wracając do przykładu 1, gdyby spawacz miał za zadanie pospawać złącze o grubości 8 mm bez podkładki, musiałby je wykonać przy użyciu spawania wieloprocesowego 141 oraz 135. Przy tym zakresie uprawnień nie ma możliwości, aby wykonać to złącze inaczej. Gdybyśmy dodali do złącza podkładkę materiałową, sprawa wygląda inaczej. Wtedy może już wykorzystać zdobyte uprawnienia do spawania jednoprocesowego metodą 135. Zakres uprawnień grubości spoiny od 3 mm do 10 mm obejmuje oczywiście przytoczone powyżej 8 mm.
Przypominam, że rozpatruję tu tylko grubość spoiny oraz to czy spawanie egzaminacyjne było wykonane z podkładką lub bez oraz ograniczenia z tego wynikające. Pozostałe zmienne zasadnicze są dla powyższych rozważań pomijalne.
4. Podsumowanie
Cieszę się, że jesteś na końcu i udało Ci się przebrnąć przez cały artykuł. Myślę, że powyższe rozważania, wraz z przykładami, w jasny sposób pozwolą Ci zrozumieć istotę poruszanych kwestii. Całkowicie zdaję sobie sprawę, że te tematy naprawdę nie są łatwe, a wiem jak skomplikowane potrafią być nieraz certyfikaty wystawiane przez różne jednostki. Jeśli masz jakieś wątpliwości, pytania – może na przykładzie konkretnego certyfikatu? Daj mi znać w komentarzu, a postaram się doradzić Ci najlepiej jak potrafię.
Może masz więcej pytań? Może po przeczytaniu artykułu pojawiły się wątpliwości na temat uprawień spawaczu u Ciebie w firmie? Napisz komentarz, wiadomość – pomogę Ci zinterpretować dokument i uniknąć błędów.
Powyższy artykuł powstał w ramach współpracy z projektem:
![]()
Podobają Ci się moje treści o spawalnictwie? 🙂
Kliknij poniżej!
